COVID-19’s Impact on Supply Chains and the Role of Digital Manufacturing
The recent triple whammy of political, medical, and economic volatility has hit manufacturing hard. Some companies are finding novel ways to cope with supply chain and emergency parts issues. Our panels discuss supply chain diversity, onshoring, and more with China Metal Parts host Steve Konick.
Guests: Bernie Henderson, Director of Procurement; Gurvinder Singh, Global Product Director for Injection Molding; and Alex Vandertol, FOAM-iT product development and support manager.
Additional Links
Steve Konick: Hi and welcome to the Digital Thread. Our new podcast that's all about manufacturing. It's produced by China Metal Parts.
Steve Konick: Throughout the series, we'll give you some insight into latest and best practices in manufacturing. We're going to talk about some cool parts and explore how they were made. We'll also check out companies that are pushing boundaries with cool ideas.
Alex Vandertol: The 20 percent of our normal sales had suddenly turned into 80 percent of the equipment that we were selling, and we had to completely re-evaluate all of our forecasts and figure out which suppliers were able to supply the demand and which ones we had to make some contingency plans for. We did just an awful lot of running around for almost a month.
Steve Konick: I'm your host, Steve Konick. Thanks for joining us. Companies across the U.S. have been slammed three times over with economic, political and medical related volatility on a massive scale. Supply chains have been broken, some permanently, as companies attempt to source new manufacturers to make parts for their products. In the end, that means businesses are taking a hard look at their supply chains, hoping to avoid disruptions that could cause their companies to collapse. So we're going to chat about supply chains. Our experts have some great ideas that might just help you through these challenging times. We have three guests, so it's going to be a busy show. From China Metal Parts; Bernie Henderson, Director of Procurement and Gurvinder Singh, Global Product Director for Injection Molding and Alex Vandertol, Product Development and Support Manager for FOAM-iT, a company that builds and manufacturers chemical management and application equipment. FOAM-iT recently reached out to China Metal Parts to get emergency parts manufactured for two of their flagship devices. On demand manufacturing proved to be the solution to their issue.
Steve Konick: So why don't we start by defining the term supply chain? You hear a lot of people use it, but each of you is in a different role and might take it from a slightly different perspective. What a supply chain mean to you, Bernie.
Bernie Henderson: Well, if you take the technical term, supply chain is from end to end. And it's exactly that, a chain of different functions within that will take a product from part to finished goods to the customer. So that's the supply chain. What it means to me in strategic sourcing and procurement is really focusing on how to take whatever our internal requirements are and have the external suppliers supply those requirements to us.
Steve Konick: So yours is very much an internal focus, it's getting things to China Metal Parts to ensure that we can give to others.
Bernie Henderson: That's correct.
Steve Konick: Cool. And Gurvinder, how about you?
Gurvinder Singh: Yeah, from product management perspective, I really look at, you know, supply chain on a spectrum where on one end you've got a purely transactional, you know, focused on cost to the other end of the spectrum, which is being the strategic partner where supply chain is helping you to differentiate the product and be competitive in the marketplace.
Steve Konick: And Alex.
Alex Vandertol: In my work as a manufacturer, I guess I would define supply chain as everyone and everything involved before my company can do the work that we need to do. So that's more than just parts. It's engineering, knowledge, testing, timing, cost accounting, tariffs, shipping and all the relationships that we have to get right in order to make sure that we're prepared to do our best work.
Steve Konick: And right now, some people, supply chains have been stretched. It's been a difficult time. I mean, we've had trade wars, we have the Covid-19 pandemic that is ongoing and economic disruptions. It's been a truly historical time. From each of your perspectives what were the first signs that you noticed things were really different this time around?
Bernie Henderson: Well, from my vantage point, when it comes to suppliers, you know, we we've had different viruses. We've been weathering tariffs. We've been weathering all this stuff. But I would say really, when February was rolling in and my daughter is gearing up to pack for Spain and I'm looking at am I willing to send her in this this global outbreak? This was a game changer for supply chain and it for any company to say that they were ready. We've never really experienced stuff like this. We have risk management plans at various levels. But to the point where borders are are closing down from China through Asia into the China and Canada and Mexico, we've not seen that before. So we had to figure it out as we went along.
Gurvinder Singh: And I would add that, you know, so. So every year the Chinese New Year is. It's right around, you know, late late January, early February. And companies around the world know not to expect shipment during that time period. All the Chinese factories shut down. The workers go home to be with their families for the break. So company stock up inventories or safety start to get through that period. But what they however, what they expect is, you know, things to go back to normal after the break, which did not happen this year. So the due to the virus, the shutdown continued to extend over multiple weeks, and this led to a supply shock. So and companies started scrambling to find alternate suppliers as they couldn't fulfill demand on their end. So that was kind of the first sign that we saw, you know, at China Metal Parts, where we started up being approached by companies that, you know, that really had a disruption due to the Chinese shut down. And as a result, they were unable to fulfill their customer demands.
Steve Konick: It's interesting, Bernie, you take it from a very personal perspective to start and Gurvinder you see it from the business side. Alex, what was it like in your world? What happened with your company?
Alex Vandertol: Yeah, I think Gurvinder is exactly right. You know, regarding the trade war with the tariffs and some constantly changing rules and some of our parts were getting reclassified and, you know, our people were trying to keep on top of that. And that was starting late last year, early this year. But I think Gurvinder hit it with the Chinese New Year, really when we started to notice it. I had a couple of long term projects going on with suppliers in China that, you know, we're very familiar with. We've done a lot of work with before. We kind of got everything ready and we agreed that we were going to have an official kickoff immediately after the Chinese New Year shut down. But neither supplier returned to work on time. And one of them with no communication back to us whatsoever for several weeks. We weren't overly concerned, as these, you know, at the time weren't urgent projects and the suppliers weren't located anywhere near Wuhan. But we definitely started paying more attention to the news. And then when things started to get really bad in Italy early in March, we realized that one of our other key suppliers was in the region that was most affected. We play some extra orders to try to buffer our inventory, but that same week they had to shut down completely and they couldn't fulfill. And about the same time, orders for our equipment started spiking. Our sales team was literally talking on the phone all day long. And just to add to the chaos, our product mix radically changed. So all of our forecasts were off everywhere. So exactly what Gurvinder said, just a supply shock.
Steve Konick: And so I guess everything kind of turned over for you, Alex. It was just a crazy time?
 Alex Vandertol: Right, exactly. The 20 percent of our normal sales had suddenly turned into 80 percent of the equipment that we were selling. And we had to completely re-evaluate all of our forecasts and figure out which suppliers were able to supply the demand and which ones we had to make some contingency plans for. And we did just an awful lot of running around for almost a month.
Alex Vandertol: Right, exactly. The 20 percent of our normal sales had suddenly turned into 80 percent of the equipment that we were selling. And we had to completely re-evaluate all of our forecasts and figure out which suppliers were able to supply the demand and which ones we had to make some contingency plans for. And we did just an awful lot of running around for almost a month.
Steve Konick: Gurvinder, I keep hearing in the office about how China Metal Parts pivoted in response to the pandemic. What was it that the company did when Covid-19 struck in a big way in mid-March?
Gurvinder Singh: That's a good question. So, you know, the key thing we have to think about that, be Covid-19 cases were growing at an exponential rate. So when I look back, you know, I actually go back two or three key value proposition as a company, build around speed, agility and infinite capacity. And all of these were really critical for us to respond to the pandemic. When these jobs started coming in, we had idle capacity, which other manufacturers potentially didn't have. And so we were able to address the needs of the demand of the market at the time. And I would say in addition to kind of this core value proposition that we had, we definitely ended up prioritizing all the college jobs. We waved off all expedite for a number of months. And then we also set up a Tiger team. Right. We had a cross-functional team from the designer, the mold tech, myself included, sales, all as a team that we worked with our customers constantly communicating. And the reason being, we had to get the design and the product in the parts right the first time around. We did not have any time for rework or, you know, any sort of iteration. So we had to get it right the first time because, you know, that's what was needed.
Steve Konick: Do you have any examples of parts we manufactured for medical customers that we had to turn around quickly?
Gurvinder Singh: So to date, we have ship over eight million parts to fight and contain the pandemic. And when I look at the range of parts. Right. This goes back to, you know, the high product mix that we are used to handling. You know, it did range from testing kits to lifesaving ventilator parts, then to protecting the front lines with the personal protective equipment. So your mask, your face shields. And then finally, you know, to contain the virus with cleaning and sanitizing of critical spaces. A few examples that stand out for me is, we partner with the University of Shenzhen researchers and doctors to quickly create parts for low cost ventilator. We partner with ZVerse, we manufacture millions of headbands that were required for face shields. And then I would say that we're really proud to work with Alex and his team at FOAM-iT as they build equipment to help disinfect and sanitize critical spaces. Sanitizing and being safe in the places that we need to go to is so critical so that we can continue to slowly open the economy, which also is required.
Steve Konick: And people forget how hugely important disinfecting environment is. I mean, it is right now probably one of the most important jobs going right now to try to get everybody back into the offices and back on track. So, Alex, tell me the story from FOAM-iT's perspective. First, how did you hear about China Metal Parts?
Alex Vandertol: Actually, I first heard about China Metal Parts when I was working in the automotive industry. I used your services several times, both to make parts for planned prototype vehicle builds and for last minute emergency work arounds. Once I came to FOAM-iT, I'd use your quoting services several times. But nothing timing wise or cost wise really lined up perfectly until the Covid-19 crisis.
Steve Konick: And the part that we made for you was, I understand, connected to a nozzle that people were kind of abusing - the users were.
Alex Vandertol: Yeah, basically, I mentioned that our product mix radically changed at the beginning of the crisis. So our main product line is used in the food and beverage industry, and it's a family of foam units that aerate and spread chemical agents over a large area. It's part of an industrial cleaning process. And then we also have a complementary product line that uses stationary equipment to create large volumes of mist and fog as a final disinfecting step. And this would be something that would be used in like bakeries and meat processing plants in that. So it's like this final step where you completely disinfect. Our customers and the chemical companies that we support realize that, you know, that kind of application was going to be critical for subways, for restaurants, for movie theaters, churches, all the big public spaces where, you know, there's people coming in and interacting and they need this sanitation. And so demand for these misting units that, like I said, are normally 20 percent of our product just went way up. And then we had a couple of functional changes that our customers wanted to apply, product that smaller volumes and do it with a handheld applicator.
Steve Konick: So it's more pinpoint to that case.
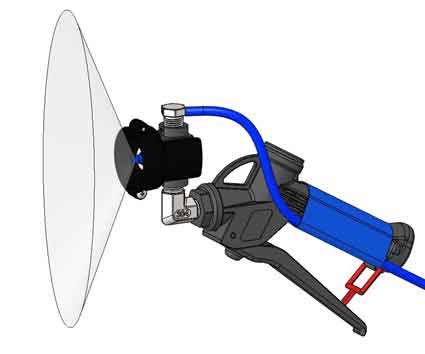
Alex Vandertol: Exactly. They want to be able to see what they're doing. Normally, our products are something. They're on a timer. You hit a switch, you got a few minutes to leave the room and then they create a giant cloud and then you come back half an hour later and take everything down. In this case, you know, people are actually physically walking around spaces and hand applying mist to make sure they're getting the high contact areas and getting things nice and safe for people. So the problem that came up quickly then was that our nozzles, which are very expensive, sensitive parts with very fine tolerances. You know, this hand-held applicator is getting dropped on the floor and it's getting drug around by the cord and people are knocking it into things. And we really quickly realized that we needed a protective cover. I think by Thursday evening we'd signed off on a designs, sent you guys the CAD files. You guys must have worked all weekend to make that tool because by Tuesday we had an injection mold tool and you had delivered 250 prototype parts to us. We sold those very quickly, both as part of new equipment and setting out retrofit kits for equipment that we'd already sold. And I think it's safe to say that the speed with which we were able to respond really made a difference with our customers, their ability to close themselves on their end. I don't have exact numbers that I can share, but for sure, it's hundreds of thousands of dollars in orders that we were able to place weeks more quickly than otherwise we might have been able to.
Sponsorship Message: At China Metal Parts, we accelerate your entire manufacturing experience from automated coding and connected production to digitized quality control and shipping, ready to start a project, get an interactive quote with free design analysis and hours and custom parts in days at us.mfgmachined.com.
Steve Konick: So let's shift gears a little bit and talk about supply chain and how models are changing. Bernie, I know that in a webinar you discuss the idea of supply chain agility. Can you tell us a little bit about that new perspective?
Bernie Henderson: Yeah, and truthfully, it's not even that new of other perspective, but it is probably something that's coming to the forefront. The traditional supply chain approach, it's all about pricing and negotiating and globalization and having parts everywhere. And if you really look at what my responsibility is, it's to ensure we're buying the right part at the right time for the right total cost. And in the more traditional approach through the 90s, through the turn of the century, mean we're putting our suppliers are all over the world and we have inventory that's at various stages all over the world just to keep part costs down. Well, what's ultimately happening in that model is we have cash flow tied up. And I personally am an 80s girl. I love cash. And so when I look at that, I'm thinking, you know, this is something that is not necessarily sustainable. So in recent history, it's really about having also for that right total cost, what is right for the company and where can we invest our dollars? And do we want our dollars sitting in inventory on a boat for three months? So you go into 2020 and we're surviving the tariffs as a country. We're dealing with geopolitical issues. We're dealing with environmental issues. And that is all impacting our supply as our suppliers all over the world. In a agile supply chain. You're actually thinking differently. You're thinking making sure that your supply is always there. And the core values of China Metal Parts, is that agile supply chain which ultimately supports the values that Gurvinder had been talking about. And in a digital manufacturer, we have to have material ready so that we can build parts for our customers and we don't have to worry about our parts sitting on a boat. So our tier one supply chain is really more regional in a way that we can have supply as quickly as possible. And so as we're meeting our customer needs down the chain and the supply chain, we can do that. We have flexibility. We have speed. We also don't have our cash sitting on the boat. And I'm not going to say that we don't have Tier two, Tier three suppliers because we are a global company. We are a global supply chain. But at the end of the day, how we manage it is really locally and regionally across all our world's sites so that we can ensure we have supply.
Gurvinder Singh: I love Bernie's idea of this agility supply chain model and also what Alex talked about, the value of speed and responsiveness of being agile. What does it do to a company? Well, it creates a culture of innovation. You're able to get customer feedback and you're able to iterate quickly to get that product market fit. You know, from a product management perspective, that's really critical. That's how I'm going to be able to sell that product. And then I think, most importantly. Right, you're able to capitalize on opportunities. So I love this idea of being agile on your supply chain.
Alex Vandertol: Yeah, I think both of you are exactly right. And Bernie, I really like what you said about especially about costs getting tied up on the boat. So, for example, you know, I mentioned early on that I had those two projects that were going on right before the start of Chinese New Year, which was the first week of February. I just received the first shots from the finished injection mold on one of those projects this week. And we're starting to ship those to our customers next week. So that's the first week of July. So we're talking about five and a half months that we weren't expecting. And we happened to be very fortunate that we had a good supply of our previous part. But we were starting to get tight at the end and our supply chain analysts were asking me for daily updates over the last three, four weeks because they were very worried that what had started out as a very safe crossover plan was coming right down to the wire. So we have to get fortunate there, but it's easy to see a circumstance where that wouldn't happen and we could have gotten into some trouble.
Steve Konick: So you had to shift gears significantly.
 Alex Vandertol: Right, and of course like both of you have said this is causing us to really examine our strategic plans and ask ourselves, where have we gotten complacent in our planning process of assuming, you know, hey, everything's gonna be the same, it's all stable that you know. Realizing that when you get these shocks to the system, it's not just the immediate event, it's the months afterwards where freight gets backed up. And, you know, we've had over the last three or four months freight from Europe, from Japan, from China getting tied up. We've had containers get lost and then get located a month later. And it's been a planning nightmare. So it's not just the time. It's not just the cost. It's dealing with the disruptions and the amount of headaches and contingency plans and last minute work arounds that we've been having to put into place to make sure that our business keeps running. And I think if you'd asked me about this this time last year, I would've said, yeah, we had we have a plan and we'd probably be able to take care of that. But I don't think anybody has realized exactly how disruptive these events could have been.
Alex Vandertol: Right, and of course like both of you have said this is causing us to really examine our strategic plans and ask ourselves, where have we gotten complacent in our planning process of assuming, you know, hey, everything's gonna be the same, it's all stable that you know. Realizing that when you get these shocks to the system, it's not just the immediate event, it's the months afterwards where freight gets backed up. And, you know, we've had over the last three or four months freight from Europe, from Japan, from China getting tied up. We've had containers get lost and then get located a month later. And it's been a planning nightmare. So it's not just the time. It's not just the cost. It's dealing with the disruptions and the amount of headaches and contingency plans and last minute work arounds that we've been having to put into place to make sure that our business keeps running. And I think if you'd asked me about this this time last year, I would've said, yeah, we had we have a plan and we'd probably be able to take care of that. But I don't think anybody has realized exactly how disruptive these events could have been.
Bernie Henderson: You know, I think Alex brings up some excellent points because now we have resources that are that we as a company are investing in. If you're in the traditional supply chain approach to plan for the material as it goes from one country to another, to get it imported plans and then reacts to any quality or shipping issues, we're not only paying for the freight and the warehousing and everything getting to the facility, but then we're also investing all of our dollars in managing what if stuff goes wrong? Think about that cash flow. Think about the cash. And wouldn't we, if we can get our material in on time when we need it to do exactly what our customers such as Alex needs it to do. He's now making money. We're making money. We can reinvest that where it makes sense. So we don't have to charge those expedited fees. We can give back as a company to our customers, to our world as we're going through a pandemic together. And then, you know, think about the further investments we can make into further technologies that will further help our customers or maybe reinvest in our own employees as we're now suddenly facing a recession. And I would rather see that cash flow used to help our company grow and prepare for a future growth than to be reinvesting in material that we may never use or it'll take us months to use now.
Gurvinder Singh: I think about how did we end up here? Right. Like, how did we end up with a system that's so drawn to risk? Right. And I go back to kind of the historical right. So you go back to your Toyota lean production system. It truly revolutionized the industry. It was based on minimal inventory from suppliers that were located nearby. That was the core concept of it. But what happened? The system was replicated around the globe. Soon, instead of supplier clustered in a tight geographical area, companies moved to supply around the globe to keep their costs down. Well now, this exposes companies to significant risk, as we see in the current crisis. And secondly, I would say, like we continue to beat suppliers are continuous pressure to cut costs. We've made all our incentive system, our strategy around costs. So you're continuously beating suppliers on cost? Well, they start optimizing production and delivery system, so they focus on a niche. Right. Let me just make a single component. I can automated. I can standardize it. I can cut all cost out of it. But I can just make one component. So now what does that do to the company? It increases their complexity. Bernie talked about tiers of supplier. All of a sudden, instead of getting my three parts from one supplier, I have tier one supplier. I have tier two supplier the suppliers to that. So you increase your risk. You increase your complexity over the years. We've stop thinking about tradeoffs between cost, risk and responsiveness. And I think we need to go back to re-evaluating that.
Alex Vandertol: Yeah, I love what you're saying. And I think another thing that needs to be added into that is the partnership and the relationships. I think another thing that's been lost with low cost sourcing is you end up with suppliers that are really afraid to lose your business and they never say no. And that I've noticed over the last few years, has become a problem. One of the things I really like about the China Metal Parts, the online quoting system and the tools that you guys offer is it gives you a nice long list and it says, hey, you shouldn't do this. Hey, you should look again at this. Hey, you should evaluate this. And I love that kind of feedback. I don't want a supplier that's just going to, you know, nod their heads and say, yeah, we can make that and then maybe change some stuff behind the scenes to make it work because they didn't want to explain to you that you needed to change something. So that kind of partnership, the kind of feedback, you know, I really like what you said about a local relationship where it's a true partnership and not just a race to provide a cheap part.
Steve Konick: Was speed an issue for you, Alex? We were able to offer fast turnaround? And how is this different than working with other companies?
 Alex Vandertol: Yeah, I think obviously in this particular case, speed was critical and you guys massively overdelivered on that. So that was wonderful. But it's not just that that makes it worth it. Like I said, it's also the feedback and that communication loop where there's a lot of value that you guys offer. Communication, especially with overseas suppliers, can be a real problem. There is, you know, in some countries a culture of not saying no and not pushing back and not giving me the feedback that you really should be giving. And that's what you need from a good supplier, from a good relationship.
Alex Vandertol: Yeah, I think obviously in this particular case, speed was critical and you guys massively overdelivered on that. So that was wonderful. But it's not just that that makes it worth it. Like I said, it's also the feedback and that communication loop where there's a lot of value that you guys offer. Communication, especially with overseas suppliers, can be a real problem. There is, you know, in some countries a culture of not saying no and not pushing back and not giving me the feedback that you really should be giving. And that's what you need from a good supplier, from a good relationship.
Bernie Henderson: And to build on that as you build those relationships, they don't have to be adversarial. In any negotiation whether you're a customer, you're the manufacturer or a supplier, we're all in it to make money. It's not greed. It's just we're in it to be profitable. And if that transparency is clear from the customer through the manufacturer to the supplier, we all had the same target. How we get there, it can be very powerful by being transparent. The other thing is by having an agile supply chain. As you're designing a new part or you're redesigning something, you add flexibility to the iterative steps of design. I would love to think that we can design something and it's perfect from the start. It's not like that. That's not the real world. The real world is figuring out how we can all manufacture it to drive costs out, and for us all to be profitable. And there's iterative steps in that. And if we have more relationships with the customer, with the supplier, and we're all in it and we can do it quickly and then we can start to grow and foster growth and support the needs throughout the entire supply chain.
Steve Konick: And let's talk about the elephant to the room for a second, because with all of this, by moving to local sourcing and on-shoring, making sure the manufacturing is done in your home country or home region. Prices are a little bit higher, so what's the gain?
Bernie Henderson: Well, the gain is you're not adding cost to managing the resources required for a longer supply chain. You're not investing in all the quality issues and the time that comes into that more traditional approach. That all gets condensed. You're not tying up cash in those areas, and in inventory. You have that cash that's freed up that you can better invest and better invest in your customer, better invest in your employees and better invest and where that potential growth is. So you're right, the elephant is absolutely price, but when you go so low that it's now even infringing on your suppliers ability to be profitable. In times like this, you're not even sure if your suppliers are going to be operational because they may go out of business because we've taxed them so much. And it's not even just price. It's extending payment terms. They're now holding on to our inventory. And if we do negotiate very well, which I have done in my past, I confess, it also means I'm probably not even taking ownership of that material till it hits my dock. There's a lot of things that we're taxing our suppliers with that they can't really afford to do anymore in an uncertain world. And, you know, to Gurvinder's point with that Toyota production system. And the idea of lean, that's a beautiful world. But our world is also becoming faster. There's more technology that's coming out faster. You know, we want a new iPhone every single year. That's fast. That's really what is being asked of us. And the lowest price is not really. It doesn't optimize that. But the lowest total cost will.
Steve Konick: Is that how you see it from your perspective and looks as well? About cost?
Alex Vandertol: Yes, absolutely. I think Bernie makes some excellent points there. And one of our core values that FOAM-iT is something we call FOAM-iT fast. Bunch of us have got T-shirts that have got that on there. It's in several of our conference rooms. And it's that idea that our customers have got problems that need to be solved. And we don't drag our feet. We help them do that as quickly as possible. And, of course, you know, cost is always a concern. You know like Bernie said, the lifeblood of a company is cash. And so you've got to always be careful about that. You can't ignore that some of the hidden costs that Bernie mentioned. And I think as we've done more comprehensive analysis to realize how much time our quality engineers and our engineers spending on troubleshooting things and communication and how much time our supply chain analysts spending tracking freight and shipment and go into training classes on tariffs. And when you start to add all of those things up, you realize how even though the tooling cost was a little bit low and even though the piece prices is lower, that exactly what you guys said, the total cost is not that much less.
Gurvinder Singh: You know, going back to my earlier comment. It's really never about a single business objective. Right. You're always making trade off in business. So when I look at like you make a tradeoff between cost risk and responsiveness. Unfortunately, where we've ended up is when we look at the piece part price, OK? That's the easiest to calculate. What's not easy to calculate is the overhead cost that Alex talked about. And it's even harder to model say the value of responsiveness or figuring out risk factors. And what does that value of risk be to your supply chain? So those are really hard to model. So what happened with this years, we've put it of put blinders on and just focus on a singular objective. And I think that's why we are in a position as we look around why we've ended here. And to me, I think we got to go back. We've got smart executives all around the world. We go back to building models around risk building models around overhead costs and building revenue model around responsiveness. And this is to Alex's point, right? Like there's a value to speed and the value to being agile and responsive to the market needs. And if you're able to do that, you potentially are going to come out more positive than you might come out with a product that takes years to come off the market.
Bernie Henderson: And to build on that, it's really changing our metrics. And we're actually using our culture and our values, and it's changing the metrics. And that price is absolutely important, and I love a good negotiation and it's fun for me. However, it's about balance. And that's where I have to consider. Am I getting the right part at the right time for the right total cost? And if I'm doing all that, I should be also making it a delightful customer experience and getting that five star customer rating as well. And the metric in that is growth and revenue. We're profitable because I'm not just giving the farm away either. I still have a responsibility in that. And so that's where I just try to keep holding true. Am I doing what's right for us, for the customer and the supplier?
Steve Konick: It has to be really hard, though, from a customer point of view, though, to change your sensibility, your mentality in midstream. You're changing horses. Was it difficult for you, Alex, in this crisis to sometimes have to change your strategies?
Alex Vandertol: Yeah, and it can be surprising where the difficulties come in. You don't realize sometimes how entrenched your processes are until you try to change them and you realize, oh, we don't even have a function in our ERP software that will let us calculate this thing that we decided we need to. And so now we have to have an I.T. project to get that added. And we don't have a person who's dedicated to checking on these certain things, and so now we have to take someone from another department, but now there's a hole there. And those kind of challenges and keeping your organization lean and agile and having people that are cross-trained, we're definitely realizing we have amazing people at FOAM-iT and they've really stepped up to the plate in terms of and I'm sure it's the same with you guys. This crisis and starting to work from home and making all these pivots and and changing your working hours and some expectations. That's been critical. And I think we're all realizing that this isn't just a short term thing and that there's a lot of value that we've uncovered in terms of we can do things that we didn't realize before that we would be able to do. And I think there's gonna be some positive things going forward with the way that the speed of business changes. But also the communication and the way that we work together.
Steve Konick: So what are some of the trends that you're all seeing in the coming years? Alex, you mentioned that things look a little dicey right now. What do each of you see us facing? Starting with Gurvinder.
Gurvinder Singh: Sure. So I love this quote from Microsoft CEO, Satya Nadella. He talked about in its recent quarterly earnings that that they have seen two years of digital transformation in two months. The same is going to happen for manufacturing companies. We've talked about Industry 4.0 or for the last few years. Every conference you go to, we talk about it. But when you look at the adoption rate, traditional organization are struggling to find that balance between existing operation and digital transformation of entire value chain. I believe this pandemic will help us accelerate the digital transformation. You know, we've got data analytics, cloud computing is cheaper than it's ever been before, and automation continues to get better. So we're going to see this digital transformation that will enable, you know, the next industrial revolution that we've been waiting for. Right. Like I said, we've been talking look, 4.0. But I feel like this will really push us over the edge and that will help us be cost effective locally. All this technology is going to help us compete even on that price point that currently we're unable to, when we when we look at overseas suppliers.
Alex Vandertol: I even see some things as simple as we had been spending quite a bit of time in our management team talking about future work strategies in terms of flexible hours, allowing people to work from home sometimes. And then, of course, with Covid-19 crisis, we went into an extended beta test immediately of all of that. And I think what people realized is there are some things that you can do more productively from home. And I've been pretty clear with my team that I think going forward in the future, even once everything clears up one or two days a week for sure, I think people can be taking that chance to work from home and to, you know, work from a vacation spot. One of the fun things, of course, that happened was everybody's all of our meetings got canceled right away.
Steve Konick: Right. That's always a plus. Yeah.
Alex Vandertol: So for the first couple of weeks of the crisis, there's a lot of Zoome calls, there's a lot of video conferencing. But all of your traditional meeting structure and all of that traditional face day stuff just instantly vanished, and it was in some ways difficult, and in some ways also very freeing to have this new way of working. And I love the way that Gurvinder referenced that quote about that transformation happening quickl. It was things that people had been talking about for years, and then all of a sudden we were just forced to try them. And we found out, hey, this if this actually can work better.
Alex Vandertol: And Bernie, I'll give you the last word. Where do you see things going?
Bernie Henderson: I think we have to change from a traditional approach and we have to think smarter and faster and be ready for that agile supply chain, because that's really what our customers are going to be demanding. That's really what our culture is also demanding. And it's going to drive out waste. And I believe that this is the future. And, you know, when I look at China Metal Parts, we're ready for it.
Steve Konick: And that's it for this edition of The Digital Thread. I want to thank our guests, Bernie Henderson, Gurvinder Singh and Alex Vandertol from FOAM-iT. If you like what you heard, subscribe to future podcasts through one of our host sites like Apple, Google or Spotify or listen on our web site.
Steve Konick: The digital thread is produced by China Metal Parts, a digital manufacturing company with locations across North China, Europe and Japan. For more information, go to us.mfgmachined.com.